





Содержание
1. Введение
2. Общая информация
3. Ввод в эксплуатацию
4. Инструкция по эксплуатации
5. Профилактическое обслуживание
6. Устранение неисправностей
7. Гарантия
2. Общая информация
3. Ввод в эксплуатацию
4. Инструкция по эксплуатации
5. Профилактическое обслуживание
6. Устранение неисправностей
7. Гарантия
| 1. Введение |
Настоящее руководство по эксплуатации (далее – РЭ) распространяется на станки обжимные РВД (далее- узел).
Станки предназначены для обжима рукавов высокого давления.
Станки соответствуют требованиям безопасности, предусмотренными Техническими регламентами Таможенного союза ТР ТС 010/2011, ТР ТС 004/2011 и ТР ТС 020/2011.
Конструкция оборудования обеспечивает безопасный доступ персонала к приборам безопасности и приборам контроля параметров рабочей среды узла.
Настоящее руководство разработано в соответствии с требованиями ГОСТ 2.610 и является обязательным для персонала, допущенного к эксплуатации и обслуживанию станка.
Перед началом работы каждый пользователь должен внимательно изучить настоящее руководство по эксплуатации с целью ознакомления со строением, принципами действия, эксплуатацией и техобслуживанием оборудования.
Вся информация, содержащаяся в данном руководстве действительна на момент выхода его из печати.
Производитель оставляет за собой право вносить незначительные изменения и дополнения в конструкцию изделия, не ухудшающие его технические характеристики, без отображения этих изменений в РЭ.
Рекомендуется регулярно получать информацию об изменениях в конструкции станка у производителя или продавца данного оборудования. Для повышения качества продукции присылайте свои предложения предприятию-изготовителю.
Изготовитель: ООО «Рейвол Технология» , г. Вологда, Окружное шоссе 13 "В" (база Антей), офис 333
Станки предназначены для обжима рукавов высокого давления.
Станки соответствуют требованиям безопасности, предусмотренными Техническими регламентами Таможенного союза ТР ТС 010/2011, ТР ТС 004/2011 и ТР ТС 020/2011.
Конструкция оборудования обеспечивает безопасный доступ персонала к приборам безопасности и приборам контроля параметров рабочей среды узла.
Настоящее руководство разработано в соответствии с требованиями ГОСТ 2.610 и является обязательным для персонала, допущенного к эксплуатации и обслуживанию станка.
Перед началом работы каждый пользователь должен внимательно изучить настоящее руководство по эксплуатации с целью ознакомления со строением, принципами действия, эксплуатацией и техобслуживанием оборудования.
Вся информация, содержащаяся в данном руководстве действительна на момент выхода его из печати.
Производитель оставляет за собой право вносить незначительные изменения и дополнения в конструкцию изделия, не ухудшающие его технические характеристики, без отображения этих изменений в РЭ.
Рекомендуется регулярно получать информацию об изменениях в конструкции станка у производителя или продавца данного оборудования. Для повышения качества продукции присылайте свои предложения предприятию-изготовителю.
Изготовитель: ООО «Рейвол Технология» , г. Вологда, Окружное шоссе 13 "В" (база Антей), офис 333
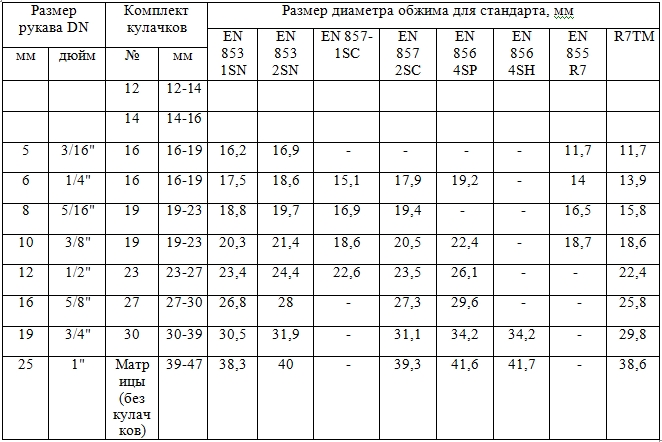
Наименование и размеры комплектов
кулачков выбирают в соответствии
с обжимаемыми рукавами
2. Общая информация
RM1- гидравлический обжимной станок с ручным управлением, предназначен для индивидуального (штучного) производства гидравлических шлангов в сборе в ремонтных мастерских. Данный обжимной станок с ручным управлением может работать в местах с отсутствием электричества. После удаления батарейки лимба диаметра обжатия, станок может работать в условиях, где не запрещается использовать электрические приборы из-за опасности взрыва. Обжимной станок RM1 состоит из основания, обжимной головки и ручного насоса.
Охрана окружающей среды
Утилизация упаковочных материалов
Транспортировочная и защитная упаковка изготовлены из перерабатываемых материалов. Пожалуйста, не выбрасывайте упаковку. Отправьте в центр утилизации.
Утилизация станка
Старые станки имеют детали, которые могут быть переработаны. Пожалуйста, свяжитесь с вашим центром утилизации, прежде чем выбросить станок.
Отработанное масло и фильтры утилизировать в соответствии с законом.
Отработанное масло и фильтры утилизировать в соответствии с законом.
3. Ввод в эксплуатацию
Заполнение маслом RM1
Станок поставляется с заполненным баком. Рекомендуется проверить уровень масла, так как при транспортировке некоторое его количество может вылиться через трубу для отсасывания воздуха. Уровень масла в баке должен быть на 20 мм ниже заливного отверстия. (Рекомендуемое масло: HVLP/HLP 32 или эквивалентное).
Внимание: Конструкция насосов такова, что минимальный объём масла в баке, необходимый для начала его нормальной работы, должен быть выше уровня отметки 20 мм. В виду отсутствия возможности контроля данной отметки, при заполнении бака следует руководствоваться следующим правилом: НЕИСПОЛЬЗУЕМЫЙ и он же МИНИМАЛЬНО НЕОБХОДИМЫЙ объём масла в баке составляет примерно 25% от общего, указанного в технических характеристиках насоса, объёма бака. Весь объём рабочей жидкости заливаемый свыше указанного ранее объёма будет считаться ПОЛЕЗНЫМ и может быть использован при эксплуатации насоса.
Внимание: Конструкция насосов такова, что минимальный объём масла в баке, необходимый для начала его нормальной работы, должен быть выше уровня отметки 20 мм. В виду отсутствия возможности контроля данной отметки, при заполнении бака следует руководствоваться следующим правилом: НЕИСПОЛЬЗУЕМЫЙ и он же МИНИМАЛЬНО НЕОБХОДИМЫЙ объём масла в баке составляет примерно 25% от общего, указанного в технических характеристиках насоса, объёма бака. Весь объём рабочей жидкости заливаемый свыше указанного ранее объёма будет считаться ПОЛЕЗНЫМ и может быть использован при эксплуатации насоса.
Заполнение маслом RM1
Объём бака: полный - 1.7 см3, полезный -1,1 см3.
Предупреждения!
Станок предназначается для профессионального использования. На станке должен работать только обученный оператор, понимающий опасность выполняемых операций.
Расстояние между кулачками превышает 6 мм, это достаточно для прохождения пальцев между кулачками и их зажима. Поэтому при смене кулачков и обжатии фитингов АБСОЛЮТНО необходимо следовать инструкции по эксплуатации.
Станок предназначается для профессионального использования. На станке должен работать только обученный оператор, понимающий опасность выполняемых операций.
Расстояние между кулачками превышает 6 мм, это достаточно для прохождения пальцев между кулачками и их зажима. Поэтому при смене кулачков и обжатии фитингов АБСОЛЮТНО необходимо следовать инструкции по эксплуатации.
4. Инструкция по эксплуатации
Тестовый запуск RM1
- Установите станок на ровную горизонтальную поверхность.
- Во время первого цикла опрессовки воздух может двигать поршень и закрывать кулачки нерегулярно и при высокой скорости. Прокачайте насос несколько раз и регулярность движения восстановиться.
- Убедитесь, что нет между кулачками посторонних предметов.
- Закройте запорный клапан на правой стороне насоса.
- Насос начнёт качать. Поршень будет двигаться, а кулачки закрываться.
- Качайте, пока поршень не опустится, в этот момент давление должно резко подняться.
- Если поршень останавливается перед уровнем повышенного давления, это значит, что не хватает масла в баке. Добавьте немного масла и качайте снова, пока давление не повыситься.
- Откройте запорный клапан. Контрцилиндры будут толкать поршень назад, а масло будет стекать обратно в бак. Кулачки откроются полностью.
Выбор комплекта кулачков
Для точного соответствия диаметра обжатия шланга/фитинга обращайтесь к характеристикам производителя. У каждого комплекта кулачков есть свой диапазон обжатия (таблица прилагается).
В дополнение к стандартным наборам кулачков, широкий спектр специальных наборов предоставляется по запросу.
В дополнение к стандартным наборам кулачков, широкий спектр специальных наборов предоставляется по запросу.
Установка комплекта кулачков
Кулачки устанавливаются вручную, согласно порядковых номером, выбитых на торцах кулачков и должны соответствовать номерам выбитых на матрицах станка.
Установка диаметра обжатия RM1
Станок откалиброван на заводе, при которой получим минимальный диаметр опрессовки (лимб в позиции 0.0). Передвигая на 1 деление назад, увеличиваем диаметр опрессовки на 1мм.
Пример: Заданный диаметр обжимки 34,2 мм, устанавливаем кулачки № 30 в станок.
Перемещаем по шкале на 4 деления назад, чтобы задать необходимый диаметр (30+3,2=34,2 мм).
Станок был откалиброван на заводе при давлении 40 бар. Это означает, что для опрессовки требуется 40 баррель давления, при этом обеспечивается точность диаметра опрессовки +/- 0,1мм (возможность упругого восстановления не рассматривается). Если при обжатии будет давление ниже необходимого, диаметр обжатия получится больше, чем заданный. Тогда диаметр обжатия может быть исправлен путём изменения значения шкалы.
В таблице диаметров обжатия, расположенной на станке, можно увидеть номера комплектов кулачков и соответствующие диапазоны обжатия.
Лимб диаметра обжатия откалиброван на заводе, поэтому лимб установлен на позиции 0.0, при этом диаметр обжимки будет минимальным, т.е. при задании №16 диаметр обжимки будет 16 мм, при №19 будет 19 мм и т.д.
Каждый полный поворот по часовой стрелке циферблата будет увеличиваться диаметр опрессовки на 1 мм. Одно деление на шкале соответствует 1/10.
Пример: Заданный диаметр обжимки 34,2 мм, устанавливаем кулачки № 30 в станок.
Перемещаем по шкале на 4 деления назад, чтобы задать необходимый диаметр (30+3,2=34,2 мм).
Станок был откалиброван на заводе при давлении 40 бар. Это означает, что для опрессовки требуется 40 баррель давления, при этом обеспечивается точность диаметра опрессовки +/- 0,1мм (возможность упругого восстановления не рассматривается). Если при обжатии будет давление ниже необходимого, диаметр обжатия получится больше, чем заданный. Тогда диаметр обжатия может быть исправлен путём изменения значения шкалы.
В таблице диаметров обжатия, расположенной на станке, можно увидеть номера комплектов кулачков и соответствующие диапазоны обжатия.
Лимб диаметра обжатия откалиброван на заводе, поэтому лимб установлен на позиции 0.0, при этом диаметр обжимки будет минимальным, т.е. при задании №16 диаметр обжимки будет 16 мм, при №19 будет 19 мм и т.д.
Каждый полный поворот по часовой стрелке циферблата будет увеличиваться диаметр опрессовки на 1 мм. Одно деление на шкале соответствует 1/10.
Обжатие RM1
При обжатии держите шланг на достаточном расстоянии, чтобы избежать зажима рук.
- После установки соответствующего набора кулачков и диаметра обжатия, закрыть обратный клапан.
- Вставьте шланг с фитингом между кулачками и начинайте качать.
- Продолжайте качать, пока контрольная лампа , не загорится, после этого сделайте еще один контрольный качок. Откройте запорный клапан, чтобы освободить фитинг.
- Проверьте и измерьте обжимной диаметр, по необходимости откорректируйте.
5. Профилактическое обслуживание
5.Профилактическое обслуживание
Техническое обслуживание необходимо для поддержания насоса в постоянной
технической исправности.
5.1. Технический уход за насосом включает его визуальный осмотр:
- проверяется качество затяжки резьбовых соединений.
- подтеки гидравлической жидкости через резьбовые соединения, зазор между
плунжером и корпусом не допускаются.
5.2. Через первые 100 часов работы после окончания приработки следует
заменить гидравлическую жидкость полностью и промыть бак. Повторную замену
гидравлической жидкости произвести через 500 часов работы.
5.3. При длительных перерывах в работе, свыше 4 месяцев произвести
консервацию изделия в следующем порядке:
- очистить изделие от пыли и грязи;
- протереть насухо от влаги; наружные поверхности изделия покрыть
консервационной смазкой К-17 ГОСТ 10877-76.
- установить транспортные заглушки на порты для РВД и Манометра.
5.4. Хранить в закрытом неотапливаемом помещении, влажность воздуха не
должна превышать 70%.
Техническое обслуживание необходимо для поддержания насоса в постоянной
технической исправности.
5.1. Технический уход за насосом включает его визуальный осмотр:
- проверяется качество затяжки резьбовых соединений.
- подтеки гидравлической жидкости через резьбовые соединения, зазор между
плунжером и корпусом не допускаются.
5.2. Через первые 100 часов работы после окончания приработки следует
заменить гидравлическую жидкость полностью и промыть бак. Повторную замену
гидравлической жидкости произвести через 500 часов работы.
5.3. При длительных перерывах в работе, свыше 4 месяцев произвести
консервацию изделия в следующем порядке:
- очистить изделие от пыли и грязи;
- протереть насухо от влаги; наружные поверхности изделия покрыть
консервационной смазкой К-17 ГОСТ 10877-76.
- установить транспортные заглушки на порты для РВД и Манометра.
5.4. Хранить в закрытом неотапливаемом помещении, влажность воздуха не
должна превышать 70%.
Гидравлическая схема работы насоса
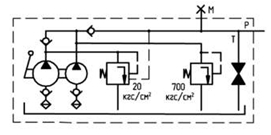
Гидросхема работы насоса имеет следующий принцип действия:
С помощью качающей рукоятки плунжера приводятся в возвратно-поступательное движение. Через маслозаборник, всасывающие и напорные клапаны, гидравлическая жидкость из бака поступает в рабочую полость гидроцилиндра. Для защиты от перегрузок в магистрали низкого и высокого давления встроены предохранительные клапаны, при срабатывании которых происходит слив гидравлической жидкости в бак.
С помощью качающей рукоятки плунжера приводятся в возвратно-поступательное движение. Через маслозаборник, всасывающие и напорные клапаны, гидравлическая жидкость из бака поступает в рабочую полость гидроцилиндра. Для защиты от перегрузок в магистрали низкого и высокого давления встроены предохранительные клапаны, при срабатывании которых происходит слив гидравлической жидкости в бак.

1 – обратный клапан низкого давления
2 – предохранительный клапан низкого давления
3 – обратный клапан высокого давления
4 – предохранительный клапан высокого давления
2 – предохранительный клапан низкого давления
3 – обратный клапан высокого давления
4 – предохранительный клапан высокого давления
Смазка
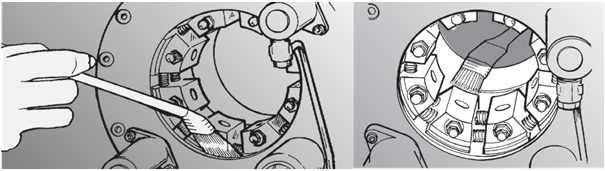
- Если необходимо применять большое усилие обжатия, смазывать кулачки надо чаще. (Рекомендуемая смазка Литол или аналогичное).
- Нанесите смазку на конические поверхности небольшой кистью.
- Лучше смазывать чаще небольшим количеством смазки, чем редко, но большим количеством.
- Не смазывайте шток поршня.
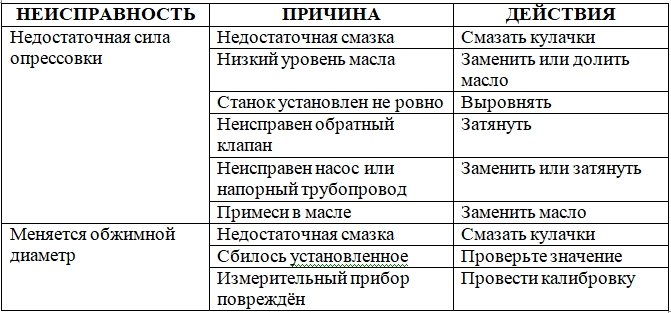
6. Устранение неисправностей RM1
7. Гарантия
На станки, произведенные ООО "Рейвол Технология" гарантия распространяется на дефекты материала и изготовления. По этой гарантии дефектная деталь будет заменена на новую или, если это возможно, бесплатно отремонтирована.
Гарантия действительна в течение 12 месяцев после запуска в эксплуатацию.
Гарантия не покрывает ущерб по причине ненадлежащего использования, перегрузки, небрежности или нормального износа. Стоимость работы и проезда, а также плата за перевозку груза, вызванные гарантийным ремонтом, не покрываются гарантией.
Гарантийный ремонт выполняется ООО "Рейвол Технология" или уполномоченной сервисной службой. Если требуется гарантийный ремонт, клиент должен подтвердить, что станок на гарантии.
ГАРАНТИЯ «ООО РЕЙВОЛ ТЕХНОЛОГИЯ» НЕ РАСПРОСТРАНЯЕТСЯ НА КАКИЕ-ЛИБО ПОБОЧНЫЕ ИЛИ КОСВЕННЫЕ УБЫТКИ ЛИБО НА ДРУГОЙ УЩЕРБ, ПОВРЕЖДЕНИЯ ИЛИ РАСХОДЫ КАКОГО-ЛИБО РОДА, ВКЛЮЧАЯ УПУЩЕННУЮ ВЫГОДУ.
Гарантия действительна в течение 12 месяцев после запуска в эксплуатацию.
Гарантия не покрывает ущерб по причине ненадлежащего использования, перегрузки, небрежности или нормального износа. Стоимость работы и проезда, а также плата за перевозку груза, вызванные гарантийным ремонтом, не покрываются гарантией.
Гарантийный ремонт выполняется ООО "Рейвол Технология" или уполномоченной сервисной службой. Если требуется гарантийный ремонт, клиент должен подтвердить, что станок на гарантии.
ГАРАНТИЯ «ООО РЕЙВОЛ ТЕХНОЛОГИЯ» НЕ РАСПРОСТРАНЯЕТСЯ НА КАКИЕ-ЛИБО ПОБОЧНЫЕ ИЛИ КОСВЕННЫЕ УБЫТКИ ЛИБО НА ДРУГОЙ УЩЕРБ, ПОВРЕЖДЕНИЯ ИЛИ РАСХОДЫ КАКОГО-ЛИБО РОДА, ВКЛЮЧАЯ УПУЩЕННУЮ ВЫГОДУ.
8. Технические характеристики
Техническая характеристика RM1

* Специальные размеры диаметра и профиля согласно спецификации заказчика.
Для обеспечения надежной и правильной работы станка внимательно изучите данное руководство!